Product Description
Industrial Oilless Double Stage Rotary Vane Vacuum Pump for Engineering Industry
Product Description
XD Rotary Vane Vacuum pumps are widely used in various types of food vacuum packaging, paper conveying in the printing industry, vacuum suction molding in the rubber and plastic industry, vacuum impregnation treatment of various castings, vacuum fixtures in the mechanical industry, vacuum suction in hospital operating rooms, vacuum power testing, etc.
Product Parameters
|
Model |
XD-571 |
XD-571 |
XD-040 |
XD-063 |
XD-100 |
XD-160 |
XD-250 |
|
Pumping speed(L/S) |
10 |
20 |
40 |
63 |
100 |
160 |
250 |
|
Ultimate Pres-(≤Pa) |
200 |
|
|||||
|
Motor Power(kw) |
0.37 |
0.75 |
1.5 |
1.5 |
3 |
4 |
7.5 |
|
Rotational (rpm) |
1400 |
2800 |
1400 |
1400 |
1400 |
1400 |
1400 |
|
Size (cm) |
46.5X23.2X20 |
47.3X23.2X20 |
48X23.2X20 |
65X43X29.5 |
72X43X29.5 |
85.8X49.5X43.5 |
98X56X44 |
|
Weight (Kg) |
16 |
18 |
58 |
62 |
89 |
145 |
200 |
|
Type of protection(IP) |
55 |
55 |
55 |
55 |
55 |
55 |
55 |
Detailed Photos
Company Profile
HangZhou Sifang Vacuum Equipment Co., Ltd. specializes in the production of vacuum furnaces, vacuum pumps, steel drums and other products.”Sifang” is the registered trademark of the company’s products.
our company is 1 professional vacuum equipment manufacturer in HangZhou, China. We specialize in vacuum pumps, furnaces, systems and components for diverse applications. We produce rotary vane vacuum pumps, water ring vacuum pumps, reciprocating vacuum pumps, roots vacuum pump units, vacuum heat treatment furnaces, vacuum aluminum brazing furnaces, high temperature brazing fur- naces, vacuum sintering furnaces, monocrystalline silicon furnaces and other products. All these vacuum equipment are widely used in aviation, aerospace, military, railway, automobile, machinery, mold, electronics, metallurgy, scientific research and other fields.
We have professional engineer support, high efficiency sales team and competitive price superiority, and attract customers from all over the world, we export to over 40 countries, including Europe, Poland, Serbia, Turkey, Russia, USA, Mexico, Brazil, India, Thailand, Middle east and South Africa.
After several years’ development, We have achieved great progress, we are equipped with the AutomaticCNCmachines and multi-func- tion testing machines. Our R&D department provide the strong tech- nical support and enable us to receive some 0 E M, O D M projects. We can produce at least 3000 sets vacuum equipment per year. With our innovative and energy-efficient vacuum equipment that is put to work in a multitude of manufacturing and process applica- tions, we also offer you a comprehensive suite of CHINAMFG ser- vices to complement our products.
FAQ
1.Q: Are you a factory or trading company?
A: We are a factory and we have professional team of workers,Designers and inspectors.
2.Q:Do you accept custom?
A:Of course.We have professional teams who make your designs,photos,imagines and OEM orders into real production.
3.Q:What’s your advantages?
A: Quick response to your enquiry,
High quality control,
Reasonable price,
Timely delivery,
Excellent after-sales service,
OEM/ODM are welcome
4.Q:What’s your shipping terms?
A:If you need to ship by air,we can use DHL,UPS,FedEx,TNT or EMS.If you need to ship by sea,we have many good forwarders to work with,they can provide the best price for you.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Online Support |
|---|---|
| Warranty: | 1 Year |
| Oil or Not: | Oil |
| Structure: | Vacuum Pump |
| Exhauster Method: | Entrapment Vacuum Pump |
| Vacuum Degree: | Vacuum |
| Customization: |
Available
|
|
|---|

What Are the Advantages of Using Oil-Sealed Vacuum Pumps?
Oil-sealed vacuum pumps offer several advantages in various applications. Here’s a detailed explanation:
1. High Vacuum Performance: Oil-sealed vacuum pumps are known for their ability to achieve high levels of vacuum. They can create and maintain deep vacuum levels, making them suitable for applications that require a low-pressure environment. The use of oil as a sealing and lubricating medium helps in achieving efficient vacuum performance.
2. Wide Operating Range: Oil-sealed vacuum pumps have a wide operating range, allowing them to handle a broad spectrum of vacuum levels. They can operate effectively in both low-pressure and high-vacuum conditions, making them versatile for different applications across various industries.
3. Efficient and Reliable Operation: These pumps are known for their reliability and consistent performance. The oil-sealed design provides effective sealing, preventing air leakage and maintaining a stable vacuum level. They are designed to operate continuously for extended periods without significant performance degradation, making them suitable for continuous industrial processes.
4. Contamination Handling: Oil-sealed vacuum pumps are effective in handling certain types of contaminants that may be present in the process gases or air being evacuated. The oil acts as a barrier, trapping and absorbing certain particulates, moisture, and chemical vapors, preventing them from reaching the pump mechanism. This helps protect the pump internals from potential damage and contributes to the longevity of the pump.
5. Thermal Stability: The presence of oil in these pumps helps in dissipating heat generated during operation, contributing to their thermal stability. The oil absorbs and carries away heat, preventing excessive temperature rise within the pump. This thermal stability allows for consistent performance even during prolonged operation and helps protect the pump from overheating.
6. Noise Reduction: Oil-sealed vacuum pumps generally operate at lower noise levels compared to other types of vacuum pumps. The oil acts as a noise-damping medium, reducing the noise generated by the moving parts and the interaction of gases within the pump. This makes them suitable for applications where noise reduction is desired, such as laboratory environments or noise-sensitive industrial settings.
7. Versatility: Oil-sealed vacuum pumps are versatile and can handle a wide range of gases and vapors. They can effectively handle both condensable and non-condensable gases, making them suitable for diverse applications in industries such as chemical processing, pharmaceuticals, food processing, and research laboratories.
8. Cost-Effective: Oil-sealed vacuum pumps are often considered cost-effective options for many applications. They generally have a lower initial cost compared to some other types of high-vacuum pumps. Additionally, the maintenance and operating costs are relatively lower, making them an economical choice for industries that require reliable vacuum performance.
9. Simplicity and Ease of Maintenance: Oil-sealed vacuum pumps are relatively simple in design and easy to maintain. Routine maintenance typically involves monitoring oil levels, changing the oil periodically, and inspecting and replacing worn-out parts as necessary. The simplicity of maintenance procedures contributes to the overall cost-effectiveness and ease of operation.
10. Compatibility with Other Equipment: Oil-sealed vacuum pumps are compatible with various process equipment and systems. They can be easily integrated into existing setups or used in conjunction with other vacuum-related equipment, such as vacuum chambers, distillation systems, or industrial process equipment.
These advantages make oil-sealed vacuum pumps a popular choice in many industries where reliable, high-performance vacuum systems are required. However, it’s important to consider specific application requirements and consult with experts to determine the most suitable type of vacuum pump for a particular use case.

Can Vacuum Pumps Be Used for Chemical Distillation?
Yes, vacuum pumps are commonly used in chemical distillation processes. Here’s a detailed explanation:
Chemical distillation is a technique used to separate or purify components of a mixture based on their different boiling points. The process involves heating the mixture to evaporate the desired component and then condensing the vapor to collect the purified substance. Vacuum pumps play a crucial role in chemical distillation by creating a reduced pressure environment, which lowers the boiling points of the components and enables distillation at lower temperatures.
Here are some key aspects of using vacuum pumps in chemical distillation:
1. Reduced Pressure: By creating a vacuum or low-pressure environment in the distillation apparatus, vacuum pumps lower the pressure inside the system. This reduction in pressure lowers the boiling points of the components, allowing distillation to occur at temperatures lower than their normal boiling points. This is particularly useful for heat-sensitive or high-boiling-point compounds that would decompose or become thermally degraded at higher temperatures.
2. Increased Boiling Point Separation: Vacuum distillation increases the separation between the boiling points of the components, making it easier to achieve a higher degree of purification. In regular atmospheric distillation, the boiling points of some components may overlap, leading to less effective separation. By operating under vacuum, the boiling points of the components are further apart, improving the selectivity and efficiency of the distillation process.
3. Energy Efficiency: Vacuum distillation can be more energy-efficient compared to distillation under atmospheric conditions. The reduced pressure lowers the required temperature for distillation, resulting in reduced energy consumption and lower operating costs. This is particularly advantageous when dealing with large-scale distillation processes or when distilling heat-sensitive compounds that require careful temperature control.
4. Types of Vacuum Pumps: Different types of vacuum pumps can be used in chemical distillation depending on the specific requirements of the process. Some commonly used vacuum pump types include:
– Rotary Vane Pumps: Rotary vane pumps are widely used in chemical distillation due to their ability to achieve moderate vacuum levels and handle various gases. They work by using rotating vanes to create chambers that expand and contract, enabling the pumping of gas or vapor.
– Diaphragm Pumps: Diaphragm pumps are suitable for smaller-scale distillation processes. They use a flexible diaphragm that moves up and down to create a vacuum and compress the gas or vapor. Diaphragm pumps are often oil-free, making them suitable for applications where avoiding oil contamination is essential.
– Liquid Ring Pumps: Liquid ring pumps can handle more demanding distillation processes and corrosive gases. They rely on a rotating liquid ring to create a seal and compress the gas or vapor. Liquid ring pumps are commonly used in chemical and petrochemical industries.
– Dry Screw Pumps: Dry screw pumps are suitable for high-vacuum distillation processes. They use intermeshing screws to compress and transport gas or vapor. Dry screw pumps are known for their high pumping speeds, low noise levels, and oil-free operation.
Overall, vacuum pumps are integral to chemical distillation processes as they create the necessary reduced pressure environment that enables distillation at lower temperatures. By using vacuum pumps, it is possible to achieve better separation, improve energy efficiency, and handle heat-sensitive compounds effectively. The choice of vacuum pump depends on factors such as the required vacuum level, the scale of the distillation process, and the nature of the compounds being distilled.

What Is the Purpose of a Vacuum Pump in an HVAC System?
In an HVAC (Heating, Ventilation, and Air Conditioning) system, a vacuum pump serves a crucial purpose. Here’s a detailed explanation:
The purpose of a vacuum pump in an HVAC system is to remove air and moisture from the refrigerant lines and the system itself. HVAC systems, particularly those that rely on refrigeration, operate under specific pressure and temperature conditions to facilitate the transfer of heat. To ensure optimal performance and efficiency, it is essential to evacuate any non-condensable gases, air, and moisture from the system.
Here are the key reasons why a vacuum pump is used in an HVAC system:
1. Removing Moisture: Moisture can be present within an HVAC system due to various factors, such as system installation, leaks, or improper maintenance. When moisture combines with the refrigerant, it can cause issues like ice formation, reduced system efficiency, and potential damage to system components. A vacuum pump helps remove moisture by creating a low-pressure environment, which causes the moisture to boil and turn into vapor, effectively evacuating it from the system.
2. Eliminating Air and Non-Condensable Gases: Air and non-condensable gases, such as nitrogen or oxygen, can enter an HVAC system during installation, repair, or through leaks. These gases can hinder the refrigeration process, affect heat transfer, and decrease system performance. By using a vacuum pump, technicians can evacuate the air and non-condensable gases, ensuring that the system operates with the designed refrigerant and pressure levels.
3. Preparing for Refrigerant Charging: Prior to charging the HVAC system with refrigerant, it is crucial to create a vacuum to remove any contaminants and ensure the system is clean and ready for optimal refrigerant circulation. By evacuating the system with a vacuum pump, technicians ensure that the refrigerant enters a clean and controlled environment, reducing the risk of system malfunctions and improving overall efficiency.
4. Leak Detection: Vacuum pumps are also used in HVAC systems for leak detection purposes. After evacuating the system, technicians can monitor the pressure to check if it holds steady. A significant drop in pressure indicates the presence of leaks, enabling technicians to identify and repair them before charging the system with refrigerant.
In summary, a vacuum pump plays a vital role in an HVAC system by removing moisture, eliminating air and non-condensable gases, preparing the system for refrigerant charging, and aiding in leak detection. These functions help ensure optimal system performance, energy efficiency, and longevity, while also reducing the risk of system malfunctions and damage.


editor by Dream 2024-05-09
China supplier -88kpa Low Energy Oilless Piston Vacuum Pump for Solvent Degassing vacuum pump engine
Product Description
Product Parameter
| NOTE: All test values are nominal and for reference only. They are not guaranteed maximum or minimum limits, nor do they imply mean or median. | |
| Model Number | SMV-60 |
| Performance Data | |
| Head configuration | Pressure parallel flow |
| Nominal voltage/frequency | 220V/50HZ |
| Max. Current | 0.8A |
| Max. Power | 170W |
| Max. Flow | 60L/MIN |
| Max. Vacuum | -88Kpa |
| Speed at rated load | 1400RPM |
| Noise | <52dB |
| Max.Pressure restart | 0 PSI |
| Electrical Data | |
| Motor type[Capacitance] | P.S.C(6.5uF) |
| Motor insulation class | B |
| Thermal switch[Open temperature] | Thermally protected(145°C) |
| Line lead wire color,gauge | Brown(hot),blue(neutral),18AWG |
| Capacitor lead wire color,gauge | Black,black,18 AWG |
| General Data | |
| Operating ambient air temperature | 50° to 104°F(10° to 40°C) |
| Safety certification | ETL |
| Dimension(LXWXH) | 184X99X151 MM |
| Installation size | 121X70 MM |
| Net weight | 4.3KG |
| Application | Medical suctions, lab,vacuum packaing etc. |
Product Application
Our manufacturing process
Our Service
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | on Line Support and Free Spare Parts |
|---|---|
| Air Flow: | 60 L/Min |
| Vacuum: | -90kpa |
| Samples: |
US$ 80/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
| Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Disadvantages of using a vacuum pump
A vacuum pump is a device that pulls gas molecules out of a volume and leaves a partial vacuum. Its main function is to create a relative vacuum within a given volume. There are several types of vacuum pumps. Some of them are better suited for specific purposes than others. However, there are some disadvantages to using a vacuum pump.
Application of vacuum pump
Vacuum pumps are invaluable tools in many industrial and scientific processes. They are often used to move gas and other harmful substances and to clear clogged drains. They are also used to support mechanical equipment. For example, they can be mounted on the engine of a motor vehicle or the power hydraulic component of an aircraft. No matter how they are used, they should fit the application.
The principle of a vacuum pump is to draw gas from a sealed chamber to create a partial vacuum. Over the years, vacuum pump technology has evolved from its original beginnings to its current form. Today, there are many types of vacuum pumps, including rotary vane pumps, momentum transfer pumps, and regeneration pumps.
The semiconductor industry is a major user of vacuum pumps. Among other applications, these pumps are commonly used for mounting circuit boards, securing components, blowing and jetting, and pumping. The use of renewable resources has paved the way for widespread semiconductor production, where vacuum pumps are crucial. This manufacturing shift is expected to boost vacuum pump sales across Europe. 
The most common types of vacuum pumps are positive displacement and rotary vane pumps. Positive displacement pumps are most effective for rough vacuum applications and are usually paired with momentum transfer pumps. These pumps are used in pharmaceutical, food and medical processes. They are also used in diesel engines, hydraulic brakes and sewage systems.
Positive displacement pumps are used to create low vacuum conditions and create a partial vacuum. These pumps create lower air pressure by enlarging the chamber and allowing gas to flow into the chamber. The air in the cavity is then vented to the atmosphere. Alternatively, momentum transfer pumps, also known as molecular pumps, use high-speed rotating blades to create dense fluids. 
Their drawbacks
Vacuum pumps are useful in industrial applications. However, they are not perfect and have some drawbacks. One of them is that their output is limited by the vacuum hose. Vacuum hoses are the bottleneck for vacuum pump performance and evacuation rates. The hose must be kept free of water and organic matter to ensure the highest possible vacuum.
Dry vacuum pumps do not have these problems. They may be more cost-effective but will increase maintenance costs. Water consumption is another disadvantage. When pond water is used, the pump puts additional pressure on the treatment facility. Additionally, contaminants from the gas can become trapped in the water, shortening the life of the pump.
Another disadvantage of vacuum pumps is their limited operating time at low vacuum. Therefore, they are only suitable for extremely high vacuum levels. Diaphragm pumps are another option for industrial applications. They have a sealed fluid chamber that allows a moderate vacuum. They also feature short strokes and a low compression ratio, making them quieter than their reciprocating counterparts.
Vacuum pumps are used in many industrial and scientific processes. They can be used to transport hazardous materials or clear clogged drains. They are also used in rear doors and dump tanks. Certain types of vacuum pumps can cause fluid blockages, which can be harmful. The vacuum pump should also be well suited to the fluid in it to avoid contamination.
Another disadvantage is the lack of proper vacuum system testing equipment. Mechanics often underestimate the importance of a properly functioning vacuum system. Most stores lack the equipment needed for proper troubleshooting. Typically, mechanics rely on the cockpit vacuum gauge to determine if the pump is working properly.
Some vacuum pumps are capable of providing constant vacuum. These pumps are also capable of eliminating odors and spills. However, these advantages are outweighed by some disadvantages of vacuum pumps.
editor by Dream 2024-05-03
China best Oilless Oil Free Piston Rocking Vacuum Pump for Degassing Machines with Great quality
Product Description
oilless oil free piston rocking vacuum pump for degassing machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.

How Does the Cost of Piston Vacuum Pumps Compare to Other Types?
The cost of piston vacuum pumps can vary depending on factors such as the pump’s size, capacity, features, and the specific manufacturer or supplier. Here’s a detailed explanation of how the cost of piston vacuum pumps compares to other types:
– Piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps.
– Compared to rotary vane pumps, which are another common type of vacuum pump, piston pumps are often more expensive.
– This higher cost can be attributed to several factors:
– Design and Construction: Piston vacuum pumps typically have a more complex design and construction, involving precision machining and tighter tolerances. This can contribute to higher manufacturing costs.
– Performance and Features: Piston pumps often offer higher performance and greater pumping capacity compared to other types of pumps. They may also incorporate additional features such as variable speed control or advanced control systems, which can increase the cost.
– Robustness and Durability: Piston pumps are known for their durability and ability to handle demanding applications. They are designed to withstand high pressures and heavy-duty operation, which can contribute to their higher cost.
– On the other hand, when compared to more specialized or advanced vacuum pump technologies such as turbomolecular pumps or cryogenic pumps, piston vacuum pumps are generally more cost-effective.
– Turbomolecular pumps, which are used in high-vacuum applications, are typically more expensive due to their complex design, high rotational speeds, and advanced materials used.
– Cryogenic pumps, which rely on extremely low temperatures for vacuum creation, are also typically more expensive due to the specialized cooling systems and cryogenic components involved.
– It’s important to note that the cost of any vacuum pump can also vary depending on factors such as the required pumping capacity, ultimate vacuum level, and specific industry or application requirements.
– When considering the cost of a piston vacuum pump, it is crucial to assess the overall value it provides in terms of performance, reliability, durability, and suitability for the intended application.
– Additionally, factors such as maintenance requirements, energy efficiency, and the availability of spare parts and service support should also be taken into account when evaluating the cost-effectiveness of a piston vacuum pump.
In summary, piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps. While they may be more expensive than rotary vane pumps, they are often more cost-effective compared to specialized technologies such as turbomolecular pumps or cryogenic pumps. The specific cost of a piston vacuum pump can vary based on factors such as size, capacity, features, and manufacturer.

Are There Oil-Free Piston Vacuum Pump Options Available?
Yes, there are oil-free piston vacuum pump options available. Here’s a detailed explanation:
1. Oil-Free Technology:
– Traditional piston vacuum pumps use oil as a lubricant and sealant in their operation.
– However, advancements in vacuum pump technology have led to the development of oil-free piston vacuum pumps.
– Oil-free piston pumps are designed to operate without the need for lubricating oil, eliminating the risk of oil contamination and the need for oil changes.
2. Dry Running Operation:
– Oil-free piston vacuum pumps achieve lubrication and sealing through alternative means.
– They often utilize materials such as self-lubricating polymers or advanced coatings on the piston and cylinder surfaces.
– These materials reduce friction and provide sufficient sealing to maintain vacuum levels without the need for oil.
3. Applications:
– Oil-free piston vacuum pumps are suitable for a wide range of applications where oil contamination is a concern.
– They are commonly used in industries such as food and beverage, pharmaceutical, electronics, laboratories, and medical where a clean and oil-free vacuum environment is required.
4. Advantages:
– The primary advantage of oil-free piston vacuum pumps is their ability to provide a clean and oil-free vacuum.
– They eliminate the risk of oil contamination, which is crucial in sensitive applications such as semiconductor manufacturing or pharmaceutical production.
– Oil-free pumps also simplify maintenance since there is no need for oil changes or regular oil monitoring.
5. Considerations:
– While oil-free piston vacuum pumps offer advantages, they also have some considerations to keep in mind.
– They may have slightly lower ultimate vacuum levels compared to oil-lubricated pumps.
– The absence of oil as a lubricant may result in slightly higher operating temperatures and increased wear on piston and cylinder surfaces.
– It’s important to select an oil-free piston vacuum pump that is suitable for the specific application requirements and consider the trade-offs between performance, cost, and maintenance.
6. Alternative Pump Technologies:
– In some cases, where oil-free operation is critical or specific vacuum levels are required, alternative pump technologies may be more suitable.
– Dry screw pumps, claw pumps, or scroll pumps are examples of oil-free pump technologies that are widely used in various industries.
– These pumps offer oil-free operation, high pumping speeds, and can achieve lower vacuum levels compared to oil-free piston pumps.
In summary, oil-free piston vacuum pumps are available as an alternative to traditional oil-lubricated pumps. They provide a clean and oil-free vacuum environment, making them suitable for applications where oil contamination is a concern. However, it’s important to consider specific application requirements and explore alternative pump technologies if necessary.
editor by Dream 2024-04-25
China factory Small Mini Oil Free Piston Rocking Oilless Vacuum Pump for Automobile Exhaust Gas Analyzers vacuum pump electric
Product Description
small mini oil free piston rocking oilless vacuum pump for automobile exhaust gas analyzers
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Key Components of a Piston Vacuum Pump?
A piston vacuum pump consists of several key components that work together to create a vacuum. Here’s a detailed explanation of these components:
1. Cylinder:
– The cylinder is a cylindrical chamber where the piston moves back and forth.
– It provides the housing for the piston and plays a crucial role in creating the vacuum by changing the volume of the chamber.
2. Piston:
– The piston is a movable component that fits inside the cylinder.
– It creates a seal between the piston and cylinder walls, allowing the pump to create a pressure differential and generate a vacuum.
– The piston is typically driven by a motor or an external power source.
3. Intake Valve:
– The intake valve allows gas or air to enter the cylinder during the suction stroke.
– It opens when the piston moves downward, creating a vacuum and drawing gas into the cylinder from the system being evacuated.
4. Exhaust Valve:
– The exhaust valve allows the expelled gas to exit the cylinder during the compression stroke.
– It opens when the piston moves upward, allowing the compressed gas to be expelled from the cylinder.
5. Lubrication System:
– Piston vacuum pumps often incorporate a lubrication system to ensure smooth operation and maintain an airtight seal between the piston and cylinder walls.
– Lubricating oil is introduced into the cylinder to provide lubrication and help maintain the seal.
– The lubrication system also helps to cool the pump by dissipating heat generated during operation.
6. Cooling System:
– Some piston vacuum pumps may include a cooling system to prevent overheating.
– This can involve the circulation of a cooling fluid or the use of cooling fins to dissipate heat generated during operation.
7. Pressure Gauges and Controls:
– Pressure gauges are often installed to monitor the vacuum level or pressure within the system.
– Control mechanisms, such as switches or valves, may be present to regulate the operation of the pump or maintain the desired vacuum level.
8. Motor or Power Source:
– The piston in a piston vacuum pump is typically driven by a motor or an external power source.
– The motor provides the necessary mechanical energy to move the piston back and forth, creating the suction and compression strokes.
9. Frame or Housing:
– The components of the piston vacuum pump are housed within a frame or housing that provides structural support and protection.
– The frame or housing also helps to reduce noise and vibration during operation.
In summary, the key components of a piston vacuum pump include the cylinder, piston, intake valve, exhaust valve, lubrication system, cooling system, pressure gauges and controls, motor or power source, and the frame or housing. These components work together to create a vacuum by reciprocating the piston within the cylinder, allowing gas to be drawn in and expelled, while maintaining an airtight seal. The lubrication and cooling systems, as well as pressure gauges and controls, ensure smooth and efficient operation of the pump.

Can Piston Vacuum Pumps Be Used in Medical or Pharmaceutical Applications?
Yes, piston vacuum pumps can be used in medical and pharmaceutical applications. Here’s a detailed explanation:
– Piston vacuum pumps are versatile and widely used in various industries, including medical and pharmaceutical sectors.
– Medical and pharmaceutical applications often require vacuum technology for processes such as filtration, degassing, drying, and sample preparation.
– Piston vacuum pumps offer several advantages that make them suitable for these applications:
– High Vacuum Levels: Piston pumps can achieve high vacuum levels, which are often necessary in medical and pharmaceutical processes that require precise control and removal of gases or vapors.
– Contamination-Free Operation: Piston pumps can provide contamination-free operation, making them suitable for applications where maintaining a sterile or clean environment is crucial, such as in pharmaceutical manufacturing or medical research laboratories.
– Oil-Free Operation: Some piston vacuum pumps are designed to operate without oil lubrication. Oil-free pumps eliminate the risk of oil contamination in sensitive medical or pharmaceutical processes and avoid the need for oil changes or maintenance associated with oil-lubricated pumps.
– Quiet Operation: Piston pumps can be engineered to operate with reduced noise levels, which is advantageous in medical and pharmaceutical settings where a quiet working environment is desired.
– Durability and Reliability: Piston pumps are known for their robust construction and durability, allowing them to withstand demanding applications and provide reliable performance over extended periods.
– Compact Size: Piston vacuum pumps are available in compact designs, making them suitable for applications where space is limited, such as in medical devices or portable pharmaceutical equipment.
– Some specific medical and pharmaceutical applications where piston vacuum pumps are commonly used include:
– Vacuum Filtration: Piston pumps are used to generate the necessary vacuum for filtering solutions or suspensions in laboratory or industrial settings. This process is often employed in pharmaceutical research, production of vaccines, or purification of drugs.
– Freeze Drying: Piston vacuum pumps assist in the freeze-drying process, which is a common technique used in the pharmaceutical industry to preserve and stabilize sensitive drugs or biological samples.
– Vacuum Packaging: Piston pumps are utilized for creating a vacuum in packaging processes where maintaining product quality and extending shelf life are critical, such as in the pharmaceutical packaging of medicines or medical devices.
– Laboratory Evaporation: Piston vacuum pumps are employed in laboratory applications for the evaporation of solvents or liquids in medical or pharmaceutical research, drug development, or quality control processes.
– It is important to select the appropriate piston vacuum pump model based on the specific requirements of the medical or pharmaceutical application. Factors to consider include vacuum level needed, flow rate, compatibility with the handled substances, and compliance with industry regulations and standards.
– Additionally, compliance with Good Manufacturing Practices (GMP) and other regulatory guidelines is crucial when using piston vacuum pumps in medical or pharmaceutical applications to ensure product safety, quality, and regulatory compliance.
In summary, piston vacuum pumps are suitable for use in medical and pharmaceutical applications due to their ability to achieve high vacuum levels, provide contamination-free and oil-free operation, offer quiet and reliable performance, and accommodate compact design requirements. They are commonly used in processes such as vacuum filtration, freeze drying, vacuum packaging, and laboratory evaporation in these industries.

How Do You Maintain and Service a Piston Vacuum Pump?
Maintaining and servicing a piston vacuum pump is essential to ensure its optimal performance and longevity. Here’s a detailed explanation:
1. Regular Inspection:
– Perform regular visual inspections of the pump to check for any signs of damage, leaks, or wear.
– Inspect the seals, gaskets, and fittings for any cracks or deterioration.
– Ensure that all connections are tight and secure.
2. Oil Change:
– Piston vacuum pumps typically require regular oil changes to maintain proper lubrication and prevent contamination.
– Follow the manufacturer’s guidelines regarding the frequency of oil changes.
– Drain the old oil completely and replace it with the recommended oil type and quantity.
– Dispose of the used oil according to proper environmental regulations.
3. Filter Replacement:
– Many piston vacuum pumps have filters to prevent dust, particles, and contaminants from entering the pump.
– Check the filter regularly and replace it as needed to maintain proper airflow and prevent clogging.
4. Cleaning:
– Keep the exterior of the pump and its surrounding area clean and free from debris.
– Use a soft cloth or brush to remove any dust or dirt accumulation.
– Avoid using harsh chemicals or solvents that may damage the pump’s surfaces.
5. Seals and Gaskets:
– Inspect the seals and gaskets regularly and replace them if they show signs of wear or damage.
– Ensure that the seals provide a proper airtight seal to prevent leaks and maintain vacuum performance.
6. Cooling System:
– If the piston vacuum pump has a cooling system, monitor it regularly to ensure proper functioning.
– Clean or replace the cooling system components as recommended by the manufacturer.
7. Professional Maintenance:
– Consider scheduling professional maintenance and service at regular intervals, especially for more complex or critical applications.
– Professional technicians can perform in-depth inspections, conduct performance tests, and address any specific issues or concerns.
– They can also provide recommendations on optimizing the pump’s performance and extending its lifespan.
8. Manufacturer Guidelines:
– Always refer to the manufacturer’s maintenance and service guidelines specific to your piston vacuum pump model.
– Follow their recommendations regarding oil type, oil level, maintenance intervals, and any other specific instructions.
– Adhering to the manufacturer’s guidelines ensures proper operation and prevents voiding the warranty.
In summary, maintaining and servicing a piston vacuum pump involves regular inspection, oil changes, filter replacement, cleaning, checking seals and gaskets, monitoring the cooling system, and considering professional maintenance. Following the manufacturer’s guidelines is crucial for effective maintenance and to maximize the pump’s performance and lifespan.
editor by Dream 2024-04-24
China factory Oilless Oil Free Piston Rocking Vacuum Pump for Screen Printing Machines vacuum pump engine
Product Description
oilless oil free piston rocking vacuum pump for screen printing machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

What Are the Advantages of Using Piston Vacuum Pumps?
Piston vacuum pumps offer several advantages that make them suitable for various applications. Here’s a detailed explanation of the advantages of using piston vacuum pumps:
1. High Vacuum Levels:
– Piston vacuum pumps are capable of achieving high vacuum levels, making them suitable for applications that require deep vacuum conditions.
– They can create and maintain a vacuum in the range of millitorr (10-3 Torr) to microns (10-6 Torr).
2. Low Flow Rates:
– Piston vacuum pumps are designed to handle low flow rates efficiently.
– They are suitable for applications where a steady and controlled evacuation is required rather than high-volume pumping.
3. Compact and Portable:
– Piston vacuum pumps are relatively compact and lightweight compared to other types of vacuum pumps.
– Their compact design allows for easy installation in limited spaces or portable applications where mobility is required.
4. Oil Lubrication:
– Many piston vacuum pumps utilize oil lubrication for smooth operation and to maintain airtight seals.
– The oil lubrication also helps to cool the pump by dissipating heat generated during operation.
5. Wide Range of Applications:
– Piston vacuum pumps find applications in various industries and processes.
– They are commonly used in laboratories, research facilities, pharmaceutical production, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels and low flow rates.
6. Cost-Effective:
– Piston vacuum pumps are often more cost-effective compared to other high-vacuum pumps such as turbomolecular pumps or cryogenic pumps.
– They provide a reliable and affordable solution for achieving vacuum requirements in many applications.
7. Easy Maintenance:
– Piston vacuum pumps are relatively easy to maintain.
– Regular maintenance tasks include checking and replacing lubricating oil, inspecting and cleaning valves, and ensuring proper sealing.
– Routine maintenance helps to prolong the lifespan of the pump and maintain its performance.
8. Durability:
– Piston vacuum pumps are known for their durability and long operational life.
– They are designed to withstand continuous operation and handle demanding vacuum conditions.
– With proper care and maintenance, piston vacuum pumps can provide reliable performance over an extended period.
9. Versatility:
– Piston vacuum pumps can handle a wide range of gases, including inert gases, corrosive gases, and vapors.
– This versatility makes them suitable for diverse applications in different industries.
In summary, the advantages of using piston vacuum pumps include their ability to achieve high vacuum levels, handle low flow rates, compact and portable design, oil lubrication for smooth operation, wide range of applications, cost-effectiveness, easy maintenance, durability, and versatility. These advantages make piston vacuum pumps a popular choice in various industries where moderate vacuum levels and controlled evacuation are required.

Can Piston Vacuum Pumps Be Used for Vacuum Drying Processes?
Yes, piston vacuum pumps can be used for vacuum drying processes. Here’s a detailed explanation:
1. Vacuum Drying Process:
– Vacuum drying is a process used to remove moisture or other volatile substances from a material or product by subjecting it to reduced pressure.
– The reduced pressure lowers the boiling point of the moisture, allowing it to evaporate at lower temperatures.
– Vacuum drying is commonly used in industries such as food processing, pharmaceuticals, ceramics, and electronics to dry heat-sensitive or delicate materials.
2. Vacuum Generation:
– Piston vacuum pumps are well-suited for generating the required vacuum levels for drying processes.
– These pumps create a vacuum by drawing air or gas out of the drying chamber, reducing the pressure inside.
– The piston inside the pump moves up and down, creating a pumping action that helps to evacuate the chamber and maintain the desired vacuum level.
3. Advantages of Piston Vacuum Pumps for Vacuum Drying:
– Piston vacuum pumps offer several advantages that make them suitable for vacuum drying processes:
– High Vacuum Levels: Piston pumps can achieve relatively high vacuum levels, allowing efficient moisture removal from the material being dried.
– Controllable Vacuum Levels: These pumps often have adjustable speed or flow rate controls, enabling precise control of the vacuum level during the drying process.
– Compatibility with Moisture-Laden Gases: Some drying processes involve the removal of moisture-laden gases. Piston pumps can handle these gases without significant performance degradation.
– Robustness and Reliability: Piston vacuum pumps are known for their robust construction and reliability, making them suitable for continuous or long-duration drying processes.
4. Considerations for Vacuum Drying:
– While piston vacuum pumps can be used for vacuum drying, there are a few considerations to keep in mind:
– Temperature Sensitivity: Some drying processes require low-temperature operation due to the sensitivity of the material being dried. It’s important to select a piston pump that can handle the desired temperature range.
– Moisture Compatibility: Depending on the drying process, the pump’s internal components may come into contact with moisture or other volatile substances. It’s essential to select a pump with suitable materials of construction that can withstand such conditions.
– Condensable Vapors: In vacuum drying processes, condensation of vapors can occur. It’s important to ensure that the piston pump is equipped with appropriate features or accessories, such as condensate traps or separators, to handle condensable vapors.
5. System Integration:
– Integrating the piston vacuum pump into the overall vacuum drying system requires consideration of factors such as proper sizing, sealing mechanisms, and connecting piping or hoses.
– It’s important to ensure compatibility and proper integration between the pump, drying chamber, and any additional equipment or controls used in the process.
In summary, piston vacuum pumps can be used effectively for vacuum drying processes. Their ability to generate high vacuum levels, controllability, compatibility with moisture-laden gases, and robustness make them suitable for a wide range of drying applications. However, it’s important to consider factors like temperature sensitivity, moisture compatibility, condensable vapors, and proper system integration to ensure successful and efficient vacuum drying operations.
How Do You Maintain and Service a Piston Vacuum Pump?
Maintaining and servicing a piston vacuum pump is essential to ensure its optimal performance and longevity. Here’s a detailed explanation:
1. Regular Inspection:
– Perform regular visual inspections of the pump to check for any signs of damage, leaks, or wear.
– Inspect the seals, gaskets, and fittings for any cracks or deterioration.
– Ensure that all connections are tight and secure.
2. Oil Change:
– Piston vacuum pumps typically require regular oil changes to maintain proper lubrication and prevent contamination.
– Follow the manufacturer’s guidelines regarding the frequency of oil changes.
– Drain the old oil completely and replace it with the recommended oil type and quantity.
– Dispose of the used oil according to proper environmental regulations.
3. Filter Replacement:
– Many piston vacuum pumps have filters to prevent dust, particles, and contaminants from entering the pump.
– Check the filter regularly and replace it as needed to maintain proper airflow and prevent clogging.
4. Cleaning:
– Keep the exterior of the pump and its surrounding area clean and free from debris.
– Use a soft cloth or brush to remove any dust or dirt accumulation.
– Avoid using harsh chemicals or solvents that may damage the pump’s surfaces.
5. Seals and Gaskets:
– Inspect the seals and gaskets regularly and replace them if they show signs of wear or damage.
– Ensure that the seals provide a proper airtight seal to prevent leaks and maintain vacuum performance.
6. Cooling System:
– If the piston vacuum pump has a cooling system, monitor it regularly to ensure proper functioning.
– Clean or replace the cooling system components as recommended by the manufacturer.
7. Professional Maintenance:
– Consider scheduling professional maintenance and service at regular intervals, especially for more complex or critical applications.
– Professional technicians can perform in-depth inspections, conduct performance tests, and address any specific issues or concerns.
– They can also provide recommendations on optimizing the pump’s performance and extending its lifespan.
8. Manufacturer Guidelines:
– Always refer to the manufacturer’s maintenance and service guidelines specific to your piston vacuum pump model.
– Follow their recommendations regarding oil type, oil level, maintenance intervals, and any other specific instructions.
– Adhering to the manufacturer’s guidelines ensures proper operation and prevents voiding the warranty.
In summary, maintaining and servicing a piston vacuum pump involves regular inspection, oil changes, filter replacement, cleaning, checking seals and gaskets, monitoring the cooling system, and considering professional maintenance. Following the manufacturer’s guidelines is crucial for effective maintenance and to maximize the pump’s performance and lifespan.
editor by Dream 2024-04-22
China OEM High Quality Rocking Portable Oil Free Oilless Piston Packing Vacuum Pump vacuum pump adapter
Product Description
Silent Portable 3/4HP Twin Mini Rocking Liposuction Food Industry Detailing Milker Braking Laboratory Dental Airbrush Piston Oilless Oil Free dry Vacuum Pump
Advantages:
Oil-less Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
How Does Piston Displacement Affect the Pump’s Performance?
Piston displacement is a crucial factor that significantly affects the performance of a piston vacuum pump. Here’s a detailed explanation:
Piston displacement refers to the volume of gas or air that a piston vacuum pump can move during each stroke of the piston. It determines the pump’s capacity or flow rate, which is the amount of gas that the pump can evacuate per unit of time.
1. Flow Rate:
– The piston displacement directly influences the flow rate of the pump.
– A larger piston displacement corresponds to a higher flow rate, meaning the pump can evacuate a larger volume of gas per unit of time.
– Conversely, a smaller piston displacement results in a lower flow rate.
2. Pumping Speed:
– The pumping speed is a measure of how quickly a vacuum pump can remove gas molecules from a system.
– The piston displacement is directly related to the pumping speed of the pump.
– A larger piston displacement leads to a higher pumping speed, allowing for faster evacuation of the system.
– A smaller piston displacement results in a lower pumping speed, which may require more time to achieve the desired vacuum level.
3. Vacuum Level:
– The piston displacement indirectly affects the achievable vacuum level of the pump.
– A larger piston displacement can help reach lower pressures and achieve a deeper vacuum.
– However, it’s important to note that achieving a deep vacuum also depends on other factors such as the design of the pump, the quality of the seals, and the operating conditions.
4. Power Consumption:
– The piston displacement can impact the power consumption of the pump.
– A larger piston displacement typically requires more power to operate the pump due to the increased volume of gas being moved.
– Conversely, a smaller piston displacement may result in lower power consumption.
5. Size and Weight:
– The piston displacement affects the size and weight of the pump.
– A larger piston displacement generally requires a larger pump size and may increase the weight of the pump.
– On the other hand, a smaller piston displacement can result in a more compact and lightweight pump.
It’s important to select a piston vacuum pump with an appropriate piston displacement based on the specific application requirements.
In summary, the piston displacement of a vacuum pump directly influences its flow rate, pumping speed, achievable vacuum level, power consumption, and size. Understanding the relationship between piston displacement and pump performance is crucial in choosing the right pump for a given application.
How Does the Cost of Piston Vacuum Pumps Compare to Other Types?
The cost of piston vacuum pumps can vary depending on factors such as the pump’s size, capacity, features, and the specific manufacturer or supplier. Here’s a detailed explanation of how the cost of piston vacuum pumps compares to other types:
– Piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps.
– Compared to rotary vane pumps, which are another common type of vacuum pump, piston pumps are often more expensive.
– This higher cost can be attributed to several factors:
– Design and Construction: Piston vacuum pumps typically have a more complex design and construction, involving precision machining and tighter tolerances. This can contribute to higher manufacturing costs.
– Performance and Features: Piston pumps often offer higher performance and greater pumping capacity compared to other types of pumps. They may also incorporate additional features such as variable speed control or advanced control systems, which can increase the cost.
– Robustness and Durability: Piston pumps are known for their durability and ability to handle demanding applications. They are designed to withstand high pressures and heavy-duty operation, which can contribute to their higher cost.
– On the other hand, when compared to more specialized or advanced vacuum pump technologies such as turbomolecular pumps or cryogenic pumps, piston vacuum pumps are generally more cost-effective.
– Turbomolecular pumps, which are used in high-vacuum applications, are typically more expensive due to their complex design, high rotational speeds, and advanced materials used.
– Cryogenic pumps, which rely on extremely low temperatures for vacuum creation, are also typically more expensive due to the specialized cooling systems and cryogenic components involved.
– It’s important to note that the cost of any vacuum pump can also vary depending on factors such as the required pumping capacity, ultimate vacuum level, and specific industry or application requirements.
– When considering the cost of a piston vacuum pump, it is crucial to assess the overall value it provides in terms of performance, reliability, durability, and suitability for the intended application.
– Additionally, factors such as maintenance requirements, energy efficiency, and the availability of spare parts and service support should also be taken into account when evaluating the cost-effectiveness of a piston vacuum pump.
In summary, piston vacuum pumps generally fall into the mid to high range in terms of cost compared to other types of vacuum pumps. While they may be more expensive than rotary vane pumps, they are often more cost-effective compared to specialized technologies such as turbomolecular pumps or cryogenic pumps. The specific cost of a piston vacuum pump can vary based on factors such as size, capacity, features, and manufacturer.

What Are the Differences Between Single-Stage and Two-Stage Piston Vacuum Pumps?
Single-stage and two-stage piston vacuum pumps are two common types of pumps used for creating a vacuum. Here’s a detailed explanation of their differences:
1. Number of Stages:
– The primary difference between single-stage and two-stage piston vacuum pumps lies in the number of stages or steps involved in the compression process.
– A single-stage pump has a single piston that compresses the gas in one stroke.
– In contrast, a two-stage pump consists of two pistons arranged in series, allowing the gas to be compressed in two stages.
2. Compression Ratio:
– Single-Stage: In a single-stage piston vacuum pump, the compression ratio is limited to the single stroke of the piston. This means that the pump can achieve a compression ratio of approximately 10:1.
– Two-Stage: In a two-stage piston vacuum pump, the compression ratio is significantly higher. The first stage compresses the gas, and then it passes through an intermediate chamber before entering the second stage for further compression. This allows for a higher compression ratio, typically around 100:1.
3. Vacuum Level:
– Single-Stage: Single-stage piston vacuum pumps are generally suitable for applications that require moderate vacuum levels.
– They can achieve vacuum levels up to approximately 10-3 Torr (millitorr) or in the low micron range (10-6 Torr).
– Two-Stage: Two-stage piston vacuum pumps are capable of reaching deeper vacuum levels compared to single-stage pumps.
– They can achieve vacuum levels in the high vacuum range, typically down to 10-6 Torr or even lower, making them suitable for applications that require a more extensive vacuum.
4. Pumping Speed:
– Single-Stage: Single-stage pumps generally have a higher pumping speed or evacuation rate compared to two-stage pumps.
– This means that single-stage pumps can evacuate a larger volume of gas per unit of time, making them suitable for applications that require faster evacuation.
– Two-Stage: Two-stage pumps have a lower pumping speed compared to single-stage pumps.
– While they may have a slower evacuation rate, they compensate for it by achieving deeper vacuum levels.
5. Applications:
– Single-Stage: Single-stage piston vacuum pumps are commonly used in applications that require moderate vacuum levels and higher pumping speeds.
– They are suitable for laboratory use, vacuum packaging, HVAC systems, and various industrial processes.
– Two-Stage: Two-stage piston vacuum pumps are well-suited for applications that require deeper vacuum levels.
– They are commonly used in scientific research, semiconductor manufacturing, analytical instruments, and other processes that demand high vacuum conditions.
6. Size and Complexity:
– Single-Stage: Single-stage pumps are generally more compact and simpler in design compared to two-stage pumps.
– They have fewer components, making them easier to install, operate, and maintain.
– Two-Stage: Two-stage pumps are relatively larger and more complex in design due to the additional components required for the two-stage compression process.
– They may require more maintenance and expertise for operation and servicing.
In summary, the main differences between single-stage and two-stage piston vacuum pumps lie in the number of stages, compression ratio, achievable vacuum levels, pumping speed, applications, and size/complexity. Selecting the appropriate pump depends on the desired vacuum level, pumping speed requirements, and specific application needs.
editor by CX 2024-04-16
China Standard Oilless Oil Free Piston Rocking Vacuum Pump for Photograph Plate Making Machines vacuum pump booster
Product Description
oilless oil free piston rocking vacuum pump for photograph plate making machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

What Are the Typical Applications of Piston Vacuum Pumps?
Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps:
1. Laboratories and Research Facilities:
– Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications.
– They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation.
2. Pharmaceuticals and Biotechnology:
– In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration.
– They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology.
3. Food Processing and Packaging:
– Piston vacuum pumps play a vital role in the food processing and packaging industry.
– They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products.
4. HVAC and Refrigeration Systems:
– Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems.
– They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination.
5. Manufacturing and Industrial Processes:
– Piston vacuum pumps are employed in various manufacturing and industrial processes.
– They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation.
6. Automotive Industry:
– In the automotive industry, piston vacuum pumps are often used in brake booster systems.
– They create a vacuum to assist in brake actuation, providing the necessary power for braking.
7. Electronics and Semiconductor Manufacturing:
– Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes.
– They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components.
8. Environmental Monitoring and Analysis:
– Piston vacuum pumps are utilized in environmental monitoring and analysis equipment.
– They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control.
9. Scientific Research and Vacuum Systems:
– Piston vacuum pumps are employed in various scientific research applications.
– They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment.
In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
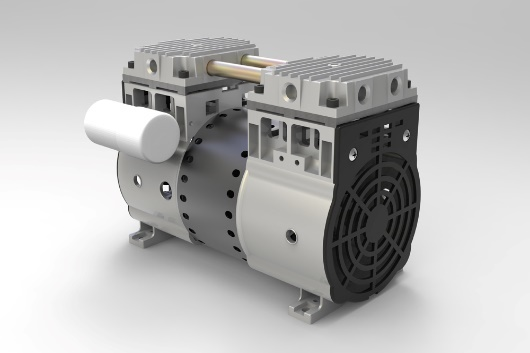
What Is the Energy Efficiency of Piston Vacuum Pumps?
The energy efficiency of piston vacuum pumps can vary depending on several factors. Here’s a detailed explanation:
1. Design and Technology:
– The design and technology used in piston vacuum pumps can significantly influence their energy efficiency.
– Modern piston pump designs often incorporate features such as optimized valve systems, reduced internal leakage, and improved sealing mechanisms to enhance efficiency.
– Advancements in materials and manufacturing techniques have also contributed to more efficient piston pump designs.
2. Motor Efficiency:
– The motor driving the piston pump plays a crucial role in overall energy efficiency.
– High-efficiency motors, such as those adhering to energy efficiency standards like NEMA Premium or IE3, can significantly improve the energy efficiency of the pump.
– Proper motor sizing and matching to the pump’s load requirements are also important to maximize efficiency.
3. Control Systems:
– The use of advanced control systems can optimize the energy consumption of piston vacuum pumps.
– Variable frequency drives (VFDs) or speed control systems can adjust the pump’s operating speed based on the demand, reducing energy consumption during periods of lower demand.
– Smart control algorithms and sensors can also help optimize the pump’s performance and energy efficiency.
4. System Design and Integration:
– The overall system design and integration of the piston vacuum pump within the application can impact energy efficiency.
– Proper sizing and selection of the pump based on the specific application requirements can ensure that the pump operates within its optimal efficiency range.
– Efficient piping and ducting design, as well as minimizing pressure losses and leaks, can further improve the overall energy efficiency of the system.
5. Load Profile and Operating Conditions:
– The load profile and operating conditions of the piston vacuum pump have a significant impact on energy consumption.
– Higher vacuum levels or flow rates may require more energy to be supplied by the pump.
– Operating the pump continuously at maximum capacity may lead to higher energy consumption compared to intermittent or variable load conditions.
– It’s important to evaluate the specific operating requirements and adjust the pump’s operation accordingly to optimize energy efficiency.
6. Comparing Efficiency Ratings:
– When comparing the energy efficiency of different piston vacuum pumps, it can be helpful to look for efficiency ratings or specifications provided by the manufacturer.
– Some manufacturers provide efficiency data or performance curves indicating the pump’s energy consumption at various operating points.
– These ratings can assist in selecting a pump that meets the desired energy efficiency requirements.
In summary, the energy efficiency of piston vacuum pumps can be influenced by factors such as design and technology, motor efficiency, control systems, system design and integration, load profile, and operating conditions. Considering these factors and evaluating efficiency ratings can help in selecting an energy-efficient piston vacuum pump for a specific application.
Are Piston Vacuum Pumps Suitable for Laboratory Use?
Yes, piston vacuum pumps are commonly used and well-suited for laboratory applications. Here’s a detailed explanation:
1. Versatility:
– Piston vacuum pumps offer versatility and can be utilized in a wide range of laboratory processes and equipment.
– They are compatible with various laboratory applications such as vacuum ovens, freeze dryers, vacuum filtration systems, and rotary evaporators.
2. Vacuum Generation:
– Piston vacuum pumps are capable of generating and maintaining deep vacuum levels, making them suitable for laboratory use.
– They can achieve vacuum levels ranging from millitorr (10-3 Torr) to microns (10-6 Torr), depending on the specific pump design and operating conditions.
3. Control and Precision:
– Piston vacuum pumps provide precise control over the vacuum level, allowing researchers to create and maintain the desired pressure conditions in their experiments.
– The pumps offer fine-tuning capabilities to achieve the optimal vacuum level required for specific laboratory processes.
4. Reliability and Durability:
– Piston vacuum pumps are known for their reliability and durability, which are crucial factors in laboratory environments.
– They are designed to withstand continuous operation and frequent use, ensuring consistent performance over extended periods.
5. Low Contamination Risk:
– Piston vacuum pumps are designed with airtight seals that minimize the risk of contamination.
– This is particularly important in laboratory settings where maintaining a clean and uncontaminated environment is vital for accurate and reliable experimental results.
6. Cost-Effective Solution:
– Piston vacuum pumps are generally more cost-effective compared to other types of vacuum pumps.
– They offer a balance between performance and affordability, making them a preferred choice for many laboratory budgets.
7. Ease of Maintenance:
– Piston vacuum pumps are relatively easy to maintain, with readily available spare parts and service support.
– Routine maintenance tasks such as changing oil, inspecting seals, and cleaning can be easily performed, ensuring the pump’s longevity and consistent performance.
In summary, piston vacuum pumps are highly suitable for laboratory use due to their versatility, ability to generate deep vacuum levels, precise control, reliability, low contamination risk, cost-effectiveness, and ease of maintenance. They are widely utilized in various laboratory applications and provide researchers with the necessary vacuum conditions for their experiments and processes.
editor by CX 2024-04-16
China high quality Analytical Field Piston Rocking Oilless Vacuum Pump vacuum pump and compressor
Product Description
Medical Body fluid Analysis Equipment Small Oilless oil less oil free Rocking air Piston Vacuum Pump
Advantages:
Oil-less Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
Main application fields:
machines for pressotherapy, machines for dermabrasion, inhalation thermal therapies, money counting machines, silk screen printing machines, automatic feeder machines for book-binding, wood presses, suction lifting machines, pollutant sampling and analysis.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|

How Does a Piston Vacuum Pump Work?
A piston vacuum pump, also known as a reciprocating vacuum pump, operates using a piston mechanism to create a vacuum. Here’s a detailed explanation of its working principle:
1. Piston and Cylinder Assembly:
– A piston vacuum pump consists of a piston and cylinder assembly.
– The piston is a movable component that fits inside the cylinder and creates a seal between the piston and cylinder walls.
2. Intake and Exhaust Valves:
– The cylinder has two valves: an intake valve and an exhaust valve.
– The intake valve allows gas or air to enter the cylinder during the suction stroke, while the exhaust valve allows the expelled gas to exit during the compression stroke.
3. Suction Stroke:
– During the suction stroke, the piston moves downward, creating a vacuum within the cylinder.
– As the piston moves down, the intake valve opens, allowing gas or air from the system being evacuated to enter the cylinder.
– The volume within the cylinder increases, causing a decrease in pressure and the creation of a partial vacuum.
4. Compression Stroke:
– After the suction stroke, the piston moves upward during the compression stroke.
– As the piston moves up, the intake valve closes, preventing backflow of gas into the evacuated system.
– Simultaneously, the exhaust valve opens, allowing the gas trapped in the cylinder to be expelled.
– The upward movement of the piston reduces the volume within the cylinder, compressing the gas and increasing its pressure.
5. Expulsion of Gas:
– Once the compression stroke is complete, the gas is expelled through the exhaust valve.
– The exhaust valve then closes, ready for the next suction stroke.
– This process of alternating suction and compression strokes continues, gradually reducing the pressure within the evacuated system.
6. Lubrication:
– Piston vacuum pumps require lubrication for smooth operation and to maintain the airtight seal between the piston and cylinder walls.
– Lubricating oil is often introduced into the cylinder to provide lubrication and help maintain the seal.
– The oil also helps to cool the pump by dissipating heat generated during operation.
7. Applications:
– Piston vacuum pumps are commonly used in applications where high vacuum levels and low flow rates are required.
– They are suitable for processes such as laboratory work, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels.
In summary, a piston vacuum pump operates by creating a vacuum through the reciprocating motion of a piston within a cylinder. The suction stroke creates a vacuum by lowering the pressure within the cylinder, while the compression stroke expels the gas and increases its pressure. This cyclic process continues, gradually reducing the pressure within the system being evacuated. Piston vacuum pumps are commonly used in various applications that require moderate vacuum levels and low flow rates.

How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?
Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation:
1. Insufficient Vacuum Level:
– If the vacuum level achieved by the piston pump is lower than expected:
– Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components.
– Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance.
– Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance.
2. Excessive Noise or Vibrations:
– If the piston pump is producing excessive noise or vibrations:
– Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary.
– Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts.
– Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components.
3. Overheating:
– If the piston pump is overheating:
– Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components.
– Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air.
– Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating.
4. Oil Contamination:
– If there is oil contamination in the vacuum system:
– Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage.
– Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary.
– Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised.
5. Insufficient Pumping Capacity:
– If the pump is unable to meet the required pumping capacity:
– Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation.
– Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning.
– Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary.
6. Manufacturer’s Guidelines:
– It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model.
– Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided.
In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.
How Do You Maintain and Service a Piston Vacuum Pump?
Maintaining and servicing a piston vacuum pump is essential to ensure its optimal performance and longevity. Here’s a detailed explanation:
1. Regular Inspection:
– Perform regular visual inspections of the pump to check for any signs of damage, leaks, or wear.
– Inspect the seals, gaskets, and fittings for any cracks or deterioration.
– Ensure that all connections are tight and secure.
2. Oil Change:
– Piston vacuum pumps typically require regular oil changes to maintain proper lubrication and prevent contamination.
– Follow the manufacturer’s guidelines regarding the frequency of oil changes.
– Drain the old oil completely and replace it with the recommended oil type and quantity.
– Dispose of the used oil according to proper environmental regulations.
3. Filter Replacement:
– Many piston vacuum pumps have filters to prevent dust, particles, and contaminants from entering the pump.
– Check the filter regularly and replace it as needed to maintain proper airflow and prevent clogging.
4. Cleaning:
– Keep the exterior of the pump and its surrounding area clean and free from debris.
– Use a soft cloth or brush to remove any dust or dirt accumulation.
– Avoid using harsh chemicals or solvents that may damage the pump’s surfaces.
5. Seals and Gaskets:
– Inspect the seals and gaskets regularly and replace them if they show signs of wear or damage.
– Ensure that the seals provide a proper airtight seal to prevent leaks and maintain vacuum performance.
6. Cooling System:
– If the piston vacuum pump has a cooling system, monitor it regularly to ensure proper functioning.
– Clean or replace the cooling system components as recommended by the manufacturer.
7. Professional Maintenance:
– Consider scheduling professional maintenance and service at regular intervals, especially for more complex or critical applications.
– Professional technicians can perform in-depth inspections, conduct performance tests, and address any specific issues or concerns.
– They can also provide recommendations on optimizing the pump’s performance and extending its lifespan.
8. Manufacturer Guidelines:
– Always refer to the manufacturer’s maintenance and service guidelines specific to your piston vacuum pump model.
– Follow their recommendations regarding oil type, oil level, maintenance intervals, and any other specific instructions.
– Adhering to the manufacturer’s guidelines ensures proper operation and prevents voiding the warranty.
In summary, maintaining and servicing a piston vacuum pump involves regular inspection, oil changes, filter replacement, cleaning, checking seals and gaskets, monitoring the cooling system, and considering professional maintenance. Following the manufacturer’s guidelines is crucial for effective maintenance and to maximize the pump’s performance and lifespan.
editor by CX 2024-04-15
China Professional Small Oilless Oil Free Piston Vacuum Pump for Printing vacuum pump ac system
Product Description
small oilless oil free piston vacuum pump for printed board mounting equipment
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
How Does a Piston Vacuum Pump Work?
A piston vacuum pump, also known as a reciprocating vacuum pump, operates using a piston mechanism to create a vacuum. Here’s a detailed explanation of its working principle:
1. Piston and Cylinder Assembly:
– A piston vacuum pump consists of a piston and cylinder assembly.
– The piston is a movable component that fits inside the cylinder and creates a seal between the piston and cylinder walls.
2. Intake and Exhaust Valves:
– The cylinder has two valves: an intake valve and an exhaust valve.
– The intake valve allows gas or air to enter the cylinder during the suction stroke, while the exhaust valve allows the expelled gas to exit during the compression stroke.
3. Suction Stroke:
– During the suction stroke, the piston moves downward, creating a vacuum within the cylinder.
– As the piston moves down, the intake valve opens, allowing gas or air from the system being evacuated to enter the cylinder.
– The volume within the cylinder increases, causing a decrease in pressure and the creation of a partial vacuum.
4. Compression Stroke:
– After the suction stroke, the piston moves upward during the compression stroke.
– As the piston moves up, the intake valve closes, preventing backflow of gas into the evacuated system.
– Simultaneously, the exhaust valve opens, allowing the gas trapped in the cylinder to be expelled.
– The upward movement of the piston reduces the volume within the cylinder, compressing the gas and increasing its pressure.
5. Expulsion of Gas:
– Once the compression stroke is complete, the gas is expelled through the exhaust valve.
– The exhaust valve then closes, ready for the next suction stroke.
– This process of alternating suction and compression strokes continues, gradually reducing the pressure within the evacuated system.
6. Lubrication:
– Piston vacuum pumps require lubrication for smooth operation and to maintain the airtight seal between the piston and cylinder walls.
– Lubricating oil is often introduced into the cylinder to provide lubrication and help maintain the seal.
– The oil also helps to cool the pump by dissipating heat generated during operation.
7. Applications:
– Piston vacuum pumps are commonly used in applications where high vacuum levels and low flow rates are required.
– They are suitable for processes such as laboratory work, vacuum drying, vacuum filtration, and other applications that require moderate vacuum levels.
In summary, a piston vacuum pump operates by creating a vacuum through the reciprocating motion of a piston within a cylinder. The suction stroke creates a vacuum by lowering the pressure within the cylinder, while the compression stroke expels the gas and increases its pressure. This cyclic process continues, gradually reducing the pressure within the system being evacuated. Piston vacuum pumps are commonly used in various applications that require moderate vacuum levels and low flow rates.
How Do You Troubleshoot Common Issues with Piston Vacuum Pumps?
Troubleshooting common issues with piston vacuum pumps involves a systematic approach to identify and resolve problems. Here’s a detailed explanation:
1. Insufficient Vacuum Level:
– If the vacuum level achieved by the piston pump is lower than expected:
– Check for leaks: Inspect all connections, seals, and fittings for any signs of leakage. Repair or replace any damaged components.
– Verify valve operation: Ensure that the valves in the pump are functioning correctly. Clean or replace any faulty valves that may be impeding the pump’s performance.
– Check for worn piston or cylinder: Examine the piston and cylinder for signs of wear. If necessary, replace these components to restore optimal vacuum performance.
2. Excessive Noise or Vibrations:
– If the piston pump is producing excessive noise or vibrations:
– Check for misalignment: Ensure that the pump is properly aligned with its drive mechanism. Adjust or realign as necessary.
– Inspect mounting and support: Examine the pump’s mounting and support structure to ensure it is stable and secure. Reinforce or repair any weak or damaged mounts.
– Verify lubrication: Adequate lubrication is crucial for smooth pump operation. Check the lubrication system and ensure it is supplying sufficient lubricant to all necessary components.
3. Overheating:
– If the piston pump is overheating:
– Check cooling system: Inspect the cooling system, including fans, heat exchangers, and cooling fins. Clean or replace any clogged or malfunctioning cooling components.
– Verify airflow: Ensure that there is proper airflow around the pump. Remove any obstructions or debris that may be impeding the flow of cooling air.
– Evaluate operating conditions: Examine the pump’s operating conditions, such as ambient temperature and duty cycle. Adjust these factors if necessary to prevent overheating.
4. Oil Contamination:
– If there is oil contamination in the vacuum system:
– Check oil seals: Inspect the seals in the pump for any signs of damage or wear. Replace any faulty seals that may be allowing oil leakage.
– Verify oil level and quality: Ensure that the pump’s oil level is correct and that the oil is clean and free from contaminants. Replace the oil if necessary.
– Evaluate oil mist separation: If the pump is equipped with oil mist separation mechanisms, verify their effectiveness. Clean or replace any filters or separators that may be compromised.
5. Insufficient Pumping Capacity:
– If the pump is unable to meet the required pumping capacity:
– Check for blockages: Inspect the intake and exhaust ports for any blockages or obstructions. Clear any debris or foreign objects that may be impeding the pump’s operation.
– Verify valve operation: Ensure that the valves are opening and closing properly. Clean or replace any valves that may be stuck or malfunctioning.
– Evaluate motor performance: Assess the motor driving the pump for any issues such as insufficient power or improper speed. Repair or replace the motor if necessary.
6. Manufacturer’s Guidelines:
– It’s important to consult the manufacturer’s guidelines and documentation for specific troubleshooting procedures and recommendations tailored to the particular piston vacuum pump model.
– Follow the manufacturer’s instructions for routine maintenance, inspections, and any specific troubleshooting steps provided.
In summary, troubleshooting common issues with piston vacuum pumps involves steps such as checking for leaks, verifying valve operation, inspecting for wear or misalignment, ensuring proper lubrication and cooling, addressing oil contamination, clearing blockages, and evaluating motor performance. Following the manufacturer’s guidelines and documentation is essential for accurate troubleshooting and resolving problems effectively.
How Do You Maintain and Service a Piston Vacuum Pump?
Maintaining and servicing a piston vacuum pump is essential to ensure its optimal performance and longevity. Here’s a detailed explanation:
1. Regular Inspection:
– Perform regular visual inspections of the pump to check for any signs of damage, leaks, or wear.
– Inspect the seals, gaskets, and fittings for any cracks or deterioration.
– Ensure that all connections are tight and secure.
2. Oil Change:
– Piston vacuum pumps typically require regular oil changes to maintain proper lubrication and prevent contamination.
– Follow the manufacturer’s guidelines regarding the frequency of oil changes.
– Drain the old oil completely and replace it with the recommended oil type and quantity.
– Dispose of the used oil according to proper environmental regulations.
3. Filter Replacement:
– Many piston vacuum pumps have filters to prevent dust, particles, and contaminants from entering the pump.
– Check the filter regularly and replace it as needed to maintain proper airflow and prevent clogging.
4. Cleaning:
– Keep the exterior of the pump and its surrounding area clean and free from debris.
– Use a soft cloth or brush to remove any dust or dirt accumulation.
– Avoid using harsh chemicals or solvents that may damage the pump’s surfaces.
5. Seals and Gaskets:
– Inspect the seals and gaskets regularly and replace them if they show signs of wear or damage.
– Ensure that the seals provide a proper airtight seal to prevent leaks and maintain vacuum performance.
6. Cooling System:
– If the piston vacuum pump has a cooling system, monitor it regularly to ensure proper functioning.
– Clean or replace the cooling system components as recommended by the manufacturer.
7. Professional Maintenance:
– Consider scheduling professional maintenance and service at regular intervals, especially for more complex or critical applications.
– Professional technicians can perform in-depth inspections, conduct performance tests, and address any specific issues or concerns.
– They can also provide recommendations on optimizing the pump’s performance and extending its lifespan.
8. Manufacturer Guidelines:
– Always refer to the manufacturer’s maintenance and service guidelines specific to your piston vacuum pump model.
– Follow their recommendations regarding oil type, oil level, maintenance intervals, and any other specific instructions.
– Adhering to the manufacturer’s guidelines ensures proper operation and prevents voiding the warranty.
In summary, maintaining and servicing a piston vacuum pump involves regular inspection, oil changes, filter replacement, cleaning, checking seals and gaskets, monitoring the cooling system, and considering professional maintenance. Following the manufacturer’s guidelines is crucial for effective maintenance and to maximize the pump’s performance and lifespan.
editor by CX 2024-04-13
China Hot selling Small Mini Piston Rocking Oilless Oil Free Vacuum Pump for Suction Machines vacuum pump booster
Product Description
oilless oil free piston rocking vacuum pump for suction machines
Advantages:
Oil-less piston Vacuum Pumps / Air Compressors
PRANSCH oil-less rocking piston pump and air compressor combines the best characteristics of traditional piston pumps(air compressor) and diaphragm pumps into small units with excellent features.
- Light weight and very portable
- Durable and near ZERO maintenance
- Thermal protection (130 deg C)
- Power cord with plug, 1m length
- Shock mount
- Silencer – muffler
- Stainless steel vacuum and pressure gauge, both with oil damping
- Two stainless steel needle valves each with lock nut.
- All nickel plated fittings
- Power supply 230V, 50/60 Hz
This series is ideal for use in applications where oil-mist is undesirable. For examples, pressure/vacuum filtration, air sampling, water aeration, flame photometer, etc.
Specification:
| Model | Frequency | Flow | Pressure | Power | Speed | Current | Voltage | Heat | Sound | Weight | Hole | Installation Dimensions |
| Hz | L/min | Kpa | Kw | Min-1 | A | V | 0 C | db(A) | Kg | MM | MM | |
| PM200V | 50 | 33 | -84 | 0.10 | 1380 | 0.45 | 210/235 | 5-40 | 48 | 1.8 | 5 | L100xW74 |
| 60 | 50 | -84 | 0.12 | 1450 | 0.90 | 110/125 | 5-40 | 48 | 1.8 | 5 | ||
| PM300V | 50 | 66 | -86 | 0.12 | 1380 | 0.56 | 210/235 | 5-40 | 50 | 3.2 | 6 | L118xW70 |
| 60 | 75 | -86 | 0.14 | 1450 | 1.13 | 110/125 | 5-40 | 50 | 3.2 | 6 | ||
| PM400V | 50 | 80 | -92 | 0.32 | 1380 | 0.95 | 210/235 | 5-40 | 56 | 6.0 | 6 | L153xW95 |
| 60 | 92 | -92 | 0.36 | 1450 | 1.91 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM550V | 50 | 100 | -92 | 0.32 | 1380 | 1.50 | 210/235 | 5-40 | 56 | 6.0 | 6 | L148xW83 |
| 60 | 110 | -92 | 0.36 | 1450 | 3.10 | 110/125 | 5-40 | 56 | 6.0 | 6 | ||
| PM1400V | 50 | 166 | -92 | 0.45 | 1380 | 1.90 | 210/235 | 5-40 | 58 | 8.5 | 6 | L203xW86 |
| 60 | 183 | -92 | 0.52 | 1450 | 4.10 | 110/125 | 5-40 | 58 | 8.5 | 6 | ||
| PM2000V | 50 | 216 | -92 | 0.55 | 1380 | 2.50 | 210/235 | 5-40 | 60 | 9.0 | 6 | L203xW86 |
| 60 | 250 | -92 | 0.63 | 1450 | 5.20 | 110/125 | 5-40 | 60 | 9.0 | 6 | ||
| HP2400V | 50 | 225 | -94 | 0.90 | 1380 | 3.30 | 210/235 | 5-40 | 75 | 17.0 | 7 | L246xW127 |
| 60 | 258 | -94 | 1.10 | 1450 | 6.90 | 110/125 | 5-40 | 75 | 17.0 | 7 | ||
| PM3000V | 50 | 230 | -94 | 1.10 | 1380 | 4.20 | 210/235 | 5-40 | 76 | 17.5 | 7 | L246xW127 |
| 60 | 266 | -94 | 1.30 | 1450 | 8.50 | 110/125 | 5-40 | 76 | 17.5 | 7 |
Why use a Rocking Piston Product?
Variety
Pransch oilless Rocking Piston air compressors and vacuum pumps, available in single, twin, miniature, and tankmounted
styles, are the perfect choice for hundreds of applications. Choose from dual frequency, shaded pole,
and permanent split capacitor (psc) electric motors with AC multi-voltage motors to match North American,
European, and CZPT power supplies. A complete line of recommended accessories as well as 6, 12, and
24 volt DC models in brush and brushless types are also available.
Performance
The rocking piston combines the best characteristics of piston and diaphragm air compressors into a small unit
with exceptional performance. Air flow capabilities from 3.4 LPM to 5.5 CFM (9.35 m3/h), pressure to 175 psi
(12.0 bar) and vacuum capabilities up to 29 inHg (31 mbar). Horsepowers range from 1/20 to 1/2 HP
(0.04 to 0.37 kW).
Reliable
These pumps are made to stand up through years of use. The piston rod and bearing assembly are bonded
together, not clamped; they will not slip, loosen, or misalign to cause trouble.
Clean Air
Because CZPT pumps are oil-free, they are ideal for use in applications in laboratories, hospitals, and the
food industry where oil mist contamination is undesirable.
Application:
- Transportation application include:Auto detailing Equipment,Braking Systems,Suspension Systems,Tire Inflators
- Food and Beverage application include:beverage dispensing,coffee and Espresso equipment,Food processing and packaging,Nitrogen Generation
- Medical and laboratory application include:Body fluid Analysis equipment,Dental compressors and hand tools,dental vacuum ovens,Dermatology equipment,eye surgery equipment,lab automation,Liposuction equipment,Medical aspiration,Nitrogen Generation,Oxygen concentrators,Vacuum Centrifuge,vacuum filtering,ventilators
- General industrial application include:Cable pressurization,core drilling
- Environmental application include:Dry sprinkler systems,Pond Aeration,Refrigerant Reclamation,Water Purification Systems
- Printing and packaging application include:vacuum frames
- material Handling application include:vacuum mixing
What is Rocking piston type dry vacuum pumps?
Rocking Piston type dry vacuum pump is a mechanical vacuum pump that transfers gas by the reciprocating motion of a piston interlocking with an eccentric rotating shaft.
Features of Rocking piston type dry vacuum pumps
Since this is an oil-less pump, backflow of air through the sliding part between the cylinder and piston ring is unavoidable. Because of its simple structure, this pump has low ultimate pressure. However, it can obtain stable pressure in a low vacuum region.
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Strength: The pump has a simple structure and is easy to maintain.
Weakness: The pump can not obtain a high vacuum.
Applications
Some models can also be used as a pressurizing source for compressors. The pump is widely used in printed board mounting equipment, vacuum packaging machines, material adsorption transfer equipment, labeling machines, printing ink degassing machines, printing machines, photograph plate making machines, screen printing machines, degassing machines, burying machines, baking furnaces, suction machines, automobile exhaust gas analyzers, refrigerant recovery device, plasma cutting equipment.
Mechanism of Rocking piston type dry vacuum pumps
When the eccentric cam directly connected to the motor rotates, the piston moves up and down in the cylinder while swinging. The space inside the cylinder changes due to the vertical movement of the piston, and the gas is transported by repeating intake, compression and exhaust.
/* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Oil or Not: | Oil Free |
|---|---|
| Structure: | Reciprocating Vacuum Pump |
| Exhauster Method: | Positive Displacement Pump |
| Vacuum Degree: | High Vacuum |
| Work Function: | Mainsuction Pump |
| Working Conditions: | Dry |
| Customization: |
Available
|
|
|---|
What Are the Typical Applications of Piston Vacuum Pumps?
Piston vacuum pumps find applications in various industries and processes. Here’s a detailed explanation of the typical applications of piston vacuum pumps:
1. Laboratories and Research Facilities:
– Piston vacuum pumps are commonly used in laboratories and research facilities for a wide range of applications.
– They are utilized in vacuum ovens, freeze dryers, vacuum filtration systems, and other equipment requiring controlled evacuation.
2. Pharmaceuticals and Biotechnology:
– In the pharmaceutical and biotechnology industries, piston vacuum pumps are employed for processes such as solvent evaporation, distillation, and filtration.
– They are used in drug manufacturing, vaccine production, and research involving biochemistry and molecular biology.
3. Food Processing and Packaging:
– Piston vacuum pumps play a vital role in the food processing and packaging industry.
– They are used in vacuum packaging machines to remove air from packaging containers, extending the shelf life of food products.
4. HVAC and Refrigeration Systems:
– Piston vacuum pumps are utilized in HVAC (Heating, Ventilation, and Air Conditioning) systems and refrigeration systems.
– They help evacuate air and moisture from the systems to achieve the desired pressure and prevent contamination.
5. Manufacturing and Industrial Processes:
– Piston vacuum pumps are employed in various manufacturing and industrial processes.
– They are used for degassing, vacuum impregnation, vacuum drying, and other applications that require controlled evacuation.
6. Automotive Industry:
– In the automotive industry, piston vacuum pumps are often used in brake booster systems.
– They create a vacuum to assist in brake actuation, providing the necessary power for braking.
7. Electronics and Semiconductor Manufacturing:
– Piston vacuum pumps are utilized in electronics and semiconductor manufacturing processes.
– They help create a controlled environment with low-pressure conditions during the production of microchips, integrated circuits, and other electronic components.
8. Environmental Monitoring and Analysis:
– Piston vacuum pumps are utilized in environmental monitoring and analysis equipment.
– They are used in air sampling devices, gas analyzers, and other instruments that require precise vacuum control.
9. Scientific Research and Vacuum Systems:
– Piston vacuum pumps are employed in various scientific research applications.
– They are used in vacuum systems for particle accelerators, electron microscopes, mass spectrometers, surface analysis instruments, and other scientific equipment.
In summary, piston vacuum pumps have diverse applications in laboratories, pharmaceuticals, food processing, HVAC systems, manufacturing processes, automotive industry, electronics, environmental monitoring, scientific research, and more. Their ability to provide controlled evacuation and achieve moderate vacuum levels makes them suitable for a wide range of industries and processes.
Can Piston Vacuum Pumps Be Used in Medical or Pharmaceutical Applications?
Yes, piston vacuum pumps can be used in medical and pharmaceutical applications. Here’s a detailed explanation:
– Piston vacuum pumps are versatile and widely used in various industries, including medical and pharmaceutical sectors.
– Medical and pharmaceutical applications often require vacuum technology for processes such as filtration, degassing, drying, and sample preparation.
– Piston vacuum pumps offer several advantages that make them suitable for these applications:
– High Vacuum Levels: Piston pumps can achieve high vacuum levels, which are often necessary in medical and pharmaceutical processes that require precise control and removal of gases or vapors.
– Contamination-Free Operation: Piston pumps can provide contamination-free operation, making them suitable for applications where maintaining a sterile or clean environment is crucial, such as in pharmaceutical manufacturing or medical research laboratories.
– Oil-Free Operation: Some piston vacuum pumps are designed to operate without oil lubrication. Oil-free pumps eliminate the risk of oil contamination in sensitive medical or pharmaceutical processes and avoid the need for oil changes or maintenance associated with oil-lubricated pumps.
– Quiet Operation: Piston pumps can be engineered to operate with reduced noise levels, which is advantageous in medical and pharmaceutical settings where a quiet working environment is desired.
– Durability and Reliability: Piston pumps are known for their robust construction and durability, allowing them to withstand demanding applications and provide reliable performance over extended periods.
– Compact Size: Piston vacuum pumps are available in compact designs, making them suitable for applications where space is limited, such as in medical devices or portable pharmaceutical equipment.
– Some specific medical and pharmaceutical applications where piston vacuum pumps are commonly used include:
– Vacuum Filtration: Piston pumps are used to generate the necessary vacuum for filtering solutions or suspensions in laboratory or industrial settings. This process is often employed in pharmaceutical research, production of vaccines, or purification of drugs.
– Freeze Drying: Piston vacuum pumps assist in the freeze-drying process, which is a common technique used in the pharmaceutical industry to preserve and stabilize sensitive drugs or biological samples.
– Vacuum Packaging: Piston pumps are utilized for creating a vacuum in packaging processes where maintaining product quality and extending shelf life are critical, such as in the pharmaceutical packaging of medicines or medical devices.
– Laboratory Evaporation: Piston vacuum pumps are employed in laboratory applications for the evaporation of solvents or liquids in medical or pharmaceutical research, drug development, or quality control processes.
– It is important to select the appropriate piston vacuum pump model based on the specific requirements of the medical or pharmaceutical application. Factors to consider include vacuum level needed, flow rate, compatibility with the handled substances, and compliance with industry regulations and standards.
– Additionally, compliance with Good Manufacturing Practices (GMP) and other regulatory guidelines is crucial when using piston vacuum pumps in medical or pharmaceutical applications to ensure product safety, quality, and regulatory compliance.
In summary, piston vacuum pumps are suitable for use in medical and pharmaceutical applications due to their ability to achieve high vacuum levels, provide contamination-free and oil-free operation, offer quiet and reliable performance, and accommodate compact design requirements. They are commonly used in processes such as vacuum filtration, freeze drying, vacuum packaging, and laboratory evaporation in these industries.
What Are the Differences Between Single-Stage and Two-Stage Piston Vacuum Pumps?
Single-stage and two-stage piston vacuum pumps are two common types of pumps used for creating a vacuum. Here’s a detailed explanation of their differences:
1. Number of Stages:
– The primary difference between single-stage and two-stage piston vacuum pumps lies in the number of stages or steps involved in the compression process.
– A single-stage pump has a single piston that compresses the gas in one stroke.
– In contrast, a two-stage pump consists of two pistons arranged in series, allowing the gas to be compressed in two stages.
2. Compression Ratio:
– Single-Stage: In a single-stage piston vacuum pump, the compression ratio is limited to the single stroke of the piston. This means that the pump can achieve a compression ratio of approximately 10:1.
– Two-Stage: In a two-stage piston vacuum pump, the compression ratio is significantly higher. The first stage compresses the gas, and then it passes through an intermediate chamber before entering the second stage for further compression. This allows for a higher compression ratio, typically around 100:1.
3. Vacuum Level:
– Single-Stage: Single-stage piston vacuum pumps are generally suitable for applications that require moderate vacuum levels.
– They can achieve vacuum levels up to approximately 10-3 Torr (millitorr) or in the low micron range (10-6 Torr).
– Two-Stage: Two-stage piston vacuum pumps are capable of reaching deeper vacuum levels compared to single-stage pumps.
– They can achieve vacuum levels in the high vacuum range, typically down to 10-6 Torr or even lower, making them suitable for applications that require a more extensive vacuum.
4. Pumping Speed:
– Single-Stage: Single-stage pumps generally have a higher pumping speed or evacuation rate compared to two-stage pumps.
– This means that single-stage pumps can evacuate a larger volume of gas per unit of time, making them suitable for applications that require faster evacuation.
– Two-Stage: Two-stage pumps have a lower pumping speed compared to single-stage pumps.
– While they may have a slower evacuation rate, they compensate for it by achieving deeper vacuum levels.
5. Applications:
– Single-Stage: Single-stage piston vacuum pumps are commonly used in applications that require moderate vacuum levels and higher pumping speeds.
– They are suitable for laboratory use, vacuum packaging, HVAC systems, and various industrial processes.
– Two-Stage: Two-stage piston vacuum pumps are well-suited for applications that require deeper vacuum levels.
– They are commonly used in scientific research, semiconductor manufacturing, analytical instruments, and other processes that demand high vacuum conditions.
6. Size and Complexity:
– Single-Stage: Single-stage pumps are generally more compact and simpler in design compared to two-stage pumps.
– They have fewer components, making them easier to install, operate, and maintain.
– Two-Stage: Two-stage pumps are relatively larger and more complex in design due to the additional components required for the two-stage compression process.
– They may require more maintenance and expertise for operation and servicing.
In summary, the main differences between single-stage and two-stage piston vacuum pumps lie in the number of stages, compression ratio, achievable vacuum levels, pumping speed, applications, and size/complexity. Selecting the appropriate pump depends on the desired vacuum level, pumping speed requirements, and specific application needs.
editor by CX 2024-04-12